With the plug and mold fabricated, the next step is to figure out what type of composite material to use. This is an entire field of engineering unto itself. Composite materials typically consist of a resin matrix surrounding some sort of fiber, usually carbon, fiberglass, or Kevlar.
There are a variety of resins available and they generally fall into one of three categories: Epoxy, polyester, or vinyl ester resins. Each has pros and cons, but for lightweight aerospace parts, epoxy is a good choice. After playing around with all three resin types, I settled on an epoxy called CLR from Rock West Composites. It has attractive mechanical properties and it contains a UV inhibitor that protects the Kevlar fibers we're going to use from harsh sunlight at high altitudes. It also cures to a nearly clear appearance rather than the yellowish tint found with many other resins. If we're going to do this thing, we might as make it look good - don't want to hide those beautiful carbon and Kevlar fibers!
As for the fibers, I decided to use carbon for its strength-to-weight properties, but I also wanted to add some impact protection to the outer layer of the bottom aero shield. The parachutes should bring it down slowly enough, but there's always the chance of landing on a sharp rock. To achieve this impact protection, I decided to use a kevlar-carbon fiber blended weave.
Kevlar makes a nice outer layer because the shell is convex. This means the shell's outer layer will be in tension when it impacts the ground. Kevlar is extremely strong in tension, but doesn't like compression as much when used in a composite structure. Therefore, the inner layers should be carbon fiber. The remaining question is: How many layers of fiber are necessary to reinforce the Kevlar and give acceptable strength for minimum weight?
After a few rough calculations it was time to experiment. I made several small samples with various numbers of carbon fiber layers and intermediate reinforcing materials. The process I used is called vacuum infusion and it's the same type of process I will use to make the final aeroshield. Alternative methods are hand-layup with vacuum bagging and pre-pregnated fiber with an autoclave. Vacuum infusion can almost achieve the low resin weight content of pre-preg (around 40%) but without the added complexity and expense of having to use an autoclave.
In short, vacuum infusion entails placing the layup - the stack of fiber materials - into an airtight plastic bag. At one end of the bag is an inlet port. At the other end of the bag is an outlet port. The inlet port is connected via plastic tubing to a pot of liquid resin. The outlet port is connected to a vacuum pump. When the pump is activated, resin is drawn into the layup and infuses thoroughly throughout all the fiber layers. Because the interior of the bag is a vacuum and the exterior is exposed to the atmosphere, the layup experiences 1 atmosphere of pressure (14.7 PSI, 101KPa) and the layup is compressed strongly. Because of this, the layup does not retain excess resin. The excess is drawn out of the outlet port and into a trap for disposal.
There are a variety of resins available and they generally fall into one of three categories: Epoxy, polyester, or vinyl ester resins. Each has pros and cons, but for lightweight aerospace parts, epoxy is a good choice. After playing around with all three resin types, I settled on an epoxy called CLR from Rock West Composites. It has attractive mechanical properties and it contains a UV inhibitor that protects the Kevlar fibers we're going to use from harsh sunlight at high altitudes. It also cures to a nearly clear appearance rather than the yellowish tint found with many other resins. If we're going to do this thing, we might as make it look good - don't want to hide those beautiful carbon and Kevlar fibers!
As for the fibers, I decided to use carbon for its strength-to-weight properties, but I also wanted to add some impact protection to the outer layer of the bottom aero shield. The parachutes should bring it down slowly enough, but there's always the chance of landing on a sharp rock. To achieve this impact protection, I decided to use a kevlar-carbon fiber blended weave.
Kevlar makes a nice outer layer because the shell is convex. This means the shell's outer layer will be in tension when it impacts the ground. Kevlar is extremely strong in tension, but doesn't like compression as much when used in a composite structure. Therefore, the inner layers should be carbon fiber. The remaining question is: How many layers of fiber are necessary to reinforce the Kevlar and give acceptable strength for minimum weight?
After a few rough calculations it was time to experiment. I made several small samples with various numbers of carbon fiber layers and intermediate reinforcing materials. The process I used is called vacuum infusion and it's the same type of process I will use to make the final aeroshield. Alternative methods are hand-layup with vacuum bagging and pre-pregnated fiber with an autoclave. Vacuum infusion can almost achieve the low resin weight content of pre-preg (around 40%) but without the added complexity and expense of having to use an autoclave.
In short, vacuum infusion entails placing the layup - the stack of fiber materials - into an airtight plastic bag. At one end of the bag is an inlet port. At the other end of the bag is an outlet port. The inlet port is connected via plastic tubing to a pot of liquid resin. The outlet port is connected to a vacuum pump. When the pump is activated, resin is drawn into the layup and infuses thoroughly throughout all the fiber layers. Because the interior of the bag is a vacuum and the exterior is exposed to the atmosphere, the layup experiences 1 atmosphere of pressure (14.7 PSI, 101KPa) and the layup is compressed strongly. Because of this, the layup does not retain excess resin. The excess is drawn out of the outlet port and into a trap for disposal.
 |
| Carbon fiber layup ready for vacuum infusion. Inlet (resin) and outlet (vacuum) ports are visible. |
 |
| Contents of the vacuum bag: Stiff backing board (white). Carbon fiber (black). Peel ply (green) - removed after infusion. Flow media (red) - removed after. Absorbent batting (white) - removed after. Vacuum bag (purple). Tacky tape (grey) - to seal the bag. |
The main decision is how many layers of fiber are necessary. Below you can see some samples I made. The left-most sample is just a raw piece of Kevlar fabric with no resin to show the contrast in appearance versus pure carbon fiber. The other samples have 1, 2, or 3 layers of fiber, and some also have a foam core called Lantor Soric.
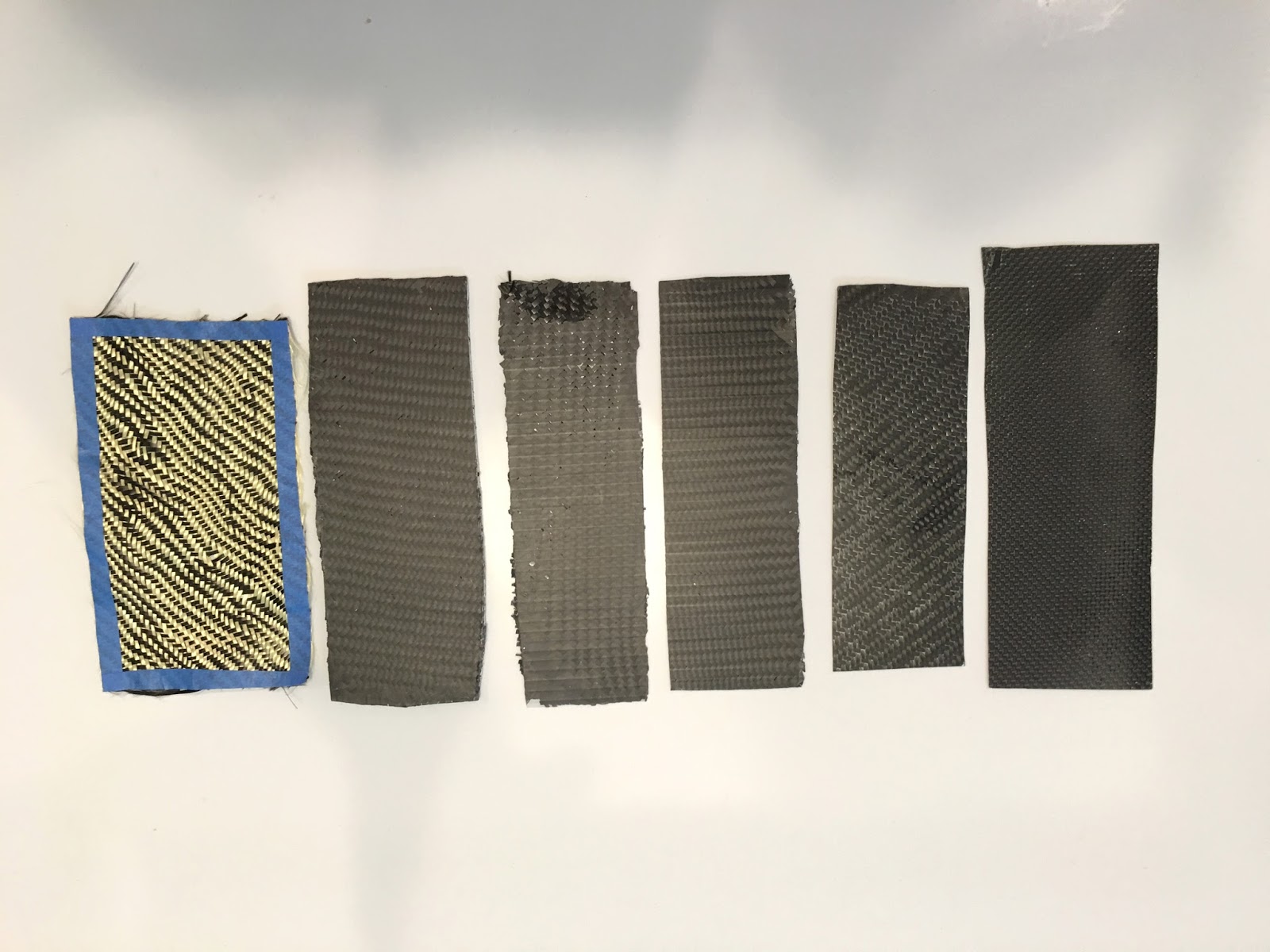 |
| Various layup combinations for testing |
After testing the stiffness and strength of these layup samples, I selected a layup consisting of Kevlar/carbon weave for the outer layer, a 3K carbon fiber twill, Lantor Soric, and a 3K carbon fiber plain weave for the inner layer. The outer layer is the "A surface" (to use a term from the automotive industry) and will be visible. It needs, therefore, to look awesome! The inner layer is the "B surface" and the final finish and appearance are not critical.
This layup might be overly-strong for the HAPP lower shield. If so, we might be able to eliminate one of the layers (probably the Lantor Soric) and further reduce the weight of the part.
Let's make one and see!
Harrah's Atlantic City Casino & Hotel - MapYRO
ReplyDeleteFind 밀양 출장안마 Harrah's Atlantic City Casino & 경상남도 출장샵 Hotel (MapYRO) location, rates, 서산 출장마사지 amenities: expert Atlantic City research, only 화성 출장마사지 at Hotel and 고양 출장마사지 Travel Index.